



Direction of Expanded Metal
Expanded Metal has four sides:
A-Side in the direction of expansion

A-Side against the direction of expansion

B-Side in the direction of expansion

B-Side against the direction of expansion



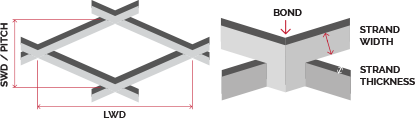
Dimensions used to measure expanded metal
SWD – The dimensional (US/Metric) size (Short Way Dimension) of the mesh pattern.
LWD – The dimensional (US/Metric) size (Long Way Dimension) of the mesh pattern.
SWO – The dimensional (US/Metric) size (Short Way Opening) of the mesh pattern.
LWO – The dimensional size (US/Metric) (Long Way Opening) of the mesh pattern.
Bond – The intersection where meshes are joined. Sometimes referred to as Knuckle.
Pitch – Another term for (US/Metric) SWD
Strand Width – Amount and dimensional (US/Metric) length fed between the upper and lower tooling to produce the mesh.
Strand Thickness – Material thickness (US/Metric) used to produce standard material which is the raw thickness. It is also the thickness of the material after flattening.
Overall Thickness – Thickness (Height) of the mesh when laid on a flat surface. In the case of flat material, strand, and overall thickness is the same.
Flat Rolling
Also known as to calendar, flattening is a secondary process that reduces the overall thickness of the mesh. Flattening takes on four primary processes that vary from manufacturer to manufacturer, Niles uses the following:
FXM Straight Rolled – Flattening parallel to LWD, the result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a uniform thickness of the entire sheet. The material elongates parallel to the feed direction creating a longer sheet in the feed direction and may reduce the size of the of the sheet opposite of the feed direction.
FXM Cross Rolled – Flattening parallel to SWD
Semi-Flat -The result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a less than uniform thickness of the entire sheet. The product is not flat by definition but somewhere between standard and flat.
Touch Pass -The result of passing (feeding) the standard material through a cold roll reducing mill to slightly knock down the Bond.
Diagram of flat-rolling process

Expanded Metal before flat-rolling

Expanded metal after flat rolling




Shearing
Expanded metal can be sheared to different specifications

RANDOM SHEARING: Results in open diamond design and angle, leaving jagged edges and prongs in most cases. A closer tolerance is obtained at a normal mill tolerance for standard and flattened expanded metal of +/- 1/16” and +/- 1/4” on grating and catwalk.
BOND SHEARING: Results in closed diamond design and angle, eliminating jagged edges and prongs. Shearing cuts through expanded metal at center of bond, where strands intersect. Standard expanded metal should not be bond sheared SWD. SWD and LWD tolerances are greater at +/- 1/2 design size.
BALANCE SHEARING: LWD only – expanded to SWD dimension. Provides matching sections for continuous catwalk and flooring applications. Closed diamonds SWD, cut with either open or closed diamonds to obtain ordered length LWD.
CENTERLINE SHEARING: Finished piece symmetrical, around a row of diamonds at center of piece. Open diamonds both SWD and LWD.
Levelness, Square, & Camber
Expanded metal can be curved on 3 axes
CAMBER: Bowing in sheet or coil is measured by placing a straight edge along the concave side of the metal, parallel to the LWD, touching both ends of the sheet.

LEVELNESS: When placed on a flat surface with the curvature facing upwards, the greatest distance between the sheet and the flat surface.
OUT OF SQUARE: The condition of not having 90 degree angles on the corners of the sheet.

Calculators
These calculators may be helpful in estimating order quantities for standard expanded metal.
SWM (Short Way Mesh): The dimensional (US/Metric) size parallel to the SWO of the sheet or coil.
LWM (Short Way Mesh): The dimensional (US/Metric) size parallel to the SWO of the sheet or coil.
Mesh per Inch
MPI is measured with SWD (Short Way Dimension)
Openings per square inch: SWD MPI x LWD MPI x 2
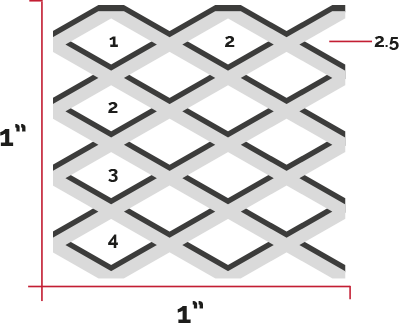
In this illustrated example the calculation would be: 4 x 2.5 x 2 = 20
Direction of Expanded Metal
Expanded Metal has four sides:
A-Side in the direction of expansion

A-Side against the direction of expansion

B-Side in the direction of expansion

B-Side against the direction of expansion

Dimensions used to measure expanded metal
SWD – The dimensional (US/Metric) size (Short Way Dimension) of the mesh pattern.
LWD – The dimensional (US/Metric) size (Long Way Dimension) of the mesh pattern.
SWO – The dimensional (US/Metric) size (Short Way Opening) of the mesh pattern.
LWO – The dimensional size (US/Metric) (Long Way Opening) of the mesh pattern.
Bond – The intersection where meshes are joined. Sometimes referred to as Knuckle.
Pitch – Another term for (US/Metric) SWD
Strand Width – Amount and dimensional (US/Metric) length fed between the upper and lower tooling to produce the mesh
Strand Thickness – Material thickness (US/Metric) used to produce standard material which is the raw thickness. It is also the thickness of the material after flattening.
Overall Thickness – Thickness (Height) of the mesh when laid on a flat surface. In the case of flat material, strand and overall thickness is the same.
Flat Rolling
Also known as to calendar, flattening is a secondary process that reduces the overall thickness of the mesh. Flattening takes on four primary processes that vary from manufacturer to manufacturer, Niles uses the following:
FXM Straight Rolled – Flattening parallel to LWD, the result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a uniform thickness of the entire sheet. The material elongates parallel to the feed direction creating a longer sheet in the feed direction and may reduce the size of the of the sheet opposite of the feed direction.
FXM Cross Rolled – Flattening parallel to SWD
Semi-Flat -The result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a less than uniform thickness of the entire sheet. The product is not flat by definition but somewhere between standard and flat.
Touch Pass -The result of passing (feeding) the standard material through a cold roll reducing mill to slightly knock down the Bond.
Diagram of flat-rolling process

Expanded Metal before flat-rolling
Expanded metal after flat rolling
Shearing
Expanded metal can be sheared to different specifications
RANDOM SHEARING: Results in open diamond design and angle, leaving jagged edges and prongs in most cases. A closer tolerance is obtained at a normal mill tolerance for standard and flattened expanded metal of +/- 1/16” and +/- 1/4” on grating and catwalk.
BOND SHEARING: Results in closed diamond design and angle, eliminating jagged edges and prongs. Shearing cuts through expanded metal at center of bond, where strands intersect. Standard expanded metal should not be bond sheared SWD. SWD and LWD tolerances are greater at +/- 1/2 design size.
BALANCE SHEARING: LWD only – expanded to SWD dimension. Provides matching sections for continuous catwalk and flooring applications. Closed diamonds SWD, cut with either open or closed diamonds to obtain ordered length LWD.
CENTERLINE SHEARING: Finished piece symmetrical, around a row of diamonds at center of piece. Open diamonds both SWD and LWD.
Levelness, Square
Expanded metal can be curved on 2 axes
Camber

CAMBER: The curvature of the expanded sheet measured on a straight edge. The measurement is taken at the center of the sheet parallel to the SWD.
Out of Square

OUT OF SQUARE: The curvature of the expanded sheet measured on a straight edge. The measurement is taken at the center of the sheet parallel to the SWD.
Direction of Expanded Metal
Expanded Metal has four sides:
A-Side in the direction of expansion
A-Side against the direction of expansion
B-Side in the direction of expansion
B-Side against the direction of expansion
Dimensions used to measure expanded metal
SWD – The dimensional (US/Metric) size (Short Way Dimension) of the mesh pattern.
LWD – The dimensional (US/Metric) size (Long Way Dimension) of the mesh pattern.
SWO – The dimensional (US/Metric) size (Short Way Opening) of the mesh pattern.
LWO – The dimensional size (US/Metric) (Long Way Opening) of the mesh pattern.
Bond – The intersection where meshes are joined. Sometimes referred to as Knuckle.
Pitch – Another term for (US/Metric) SWD
Strand Width – Amount and dimensional (US/Metric) length fed between the upper and lower tooling to produce the mesh.
Strand Thickness – Material thickness (US/Metric) used to produce standard material which is the raw thickness. It is also the thickness of the material after flattening.
Overall Thickness – Thickness (Height) of the mesh when laid on a flat surface. In the case of flat material, strand and overall thickness is the same.
Flat Rolling
Also known as to calendar, flattening is a secondary process that reduces the overall thickness of the mesh. Flattening takes on four primary processes that vary from manufacturer to manufacturer, Niles uses the following:
FXM Straight Rolled – Flattening parallel to LWD, the result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a uniform thickness of the entire sheet. The material elongates parallel to the feed direction creating a longer sheet in the feed direction and may reduce the size of the of the sheet opposite of the feed direction.
FXM Cross Rolled – Flattening parallel to SWD
Semi-Flat -The result of passing (feeding) the standard material through a cold roll reducing mill to a defined specification that produces a less than uniform thickness of the entire sheet. The product is not flat by definition but somewhere between standard and flat.
Touch Pass -The result of passing (feeding) the standard material through a cold roll reducing mill to slightly knock down the Bond.
Diagram of flat-rolling process
Expanded Metal before flat-rolling
Expanded metal after flat rolling
Shearing
Expanded metal can be sheared to different specifications
BALANCE SHEARING: LWD only – expanded to SWD dimension. Provides matching sections for continuous catwalk and flooring applications. Closed diamonds SWD, cut with either open or closed diamonds to obtain ordered length LWD.
CENTERLINE SHEARING: Finished piece symmetrical, around a row of diamonds at center of piece. Open diamonds both SWD and LWD.
RANDOM SHEARING: Results in open diamond design and angle, leaving jagged edges and prongs in most cases. A closer tolerance is obtained at a normal mill tolerance for standard and flattened expanded metal of +/- 1/16” and +/- 1/4” on grating and catwalk.
BOND SHEARING: Results in closed diamond design and angle, eliminating jagged edges and prongs. Shearing cuts through expanded metal at center of bond, where strands intersect. Standard expanded metal should not be bond sheared SWD. SWD and LWD tolerances are greater at +/- 1/2 design size.
Levelness, Square
Expanded metal can be curved on 2 axes
Camber
CAMBER: The curvature of the expanded sheet measured on a straight edge. The measurement is taken at the center of the sheet parallel to the SWD.
Out of Square
OUT OF SQUARE: The curvature of the expanded sheet measured on a straight edge. The measurement is taken at the center of the sheet parallel to the SWD.


